Different types of fillers are available for welding two metal bases, and most of them are common among welders. The following important factor should be the highest priority: the welding method. The fillers are varied for different welding methods, like Gas Metal Arc Welding, Gas Tungsten Arc Welding, Shielded Metal Arc Welding, and Flux-Cored Arc Welding. Each welding method has its welding filler and electrode according to the features and styles. First of all, welders should know what their welding method is. Then, they should choose a suitable filler among them. These fillers are made of various elements and materials, which their standard numbers can specify. To have a proper and correct selection among fillers, many factors can help us; one of them is the standard number. This standard number may be according to the American Welding Society (AWS) or Euronorm (EN) standards. These standards provide some codes that help welders indicate different welding consumables. E7018, ER70S, and F7P6-EH12K are some examples of the standard number for fillers. To adjust our needs and proper filler, welders should know the constituent of the base metal. For example, E6013 is suitable for steel, and we cannot use it for cast iron. Other factors like dimension, length, etc., are essential as well.

Covered Electrodes
Covered electrodes are some fillers used for Shielded metal Arc Welding (SMAW). These fillers have a wire which is covered by flux. The flux is the combination of some materials, such as cellulose, titanium, etc., which play leading roles in welding. One of them is arc consistency. Flux keeps the arc continuous and of the same quality. Another role of flux is to keep protective gases and protect the weld pool and weld lines. In this way, the cooling speed will decrease, and the welding quality will increase. These fluxes protect the wires from oxidizing and getting rusty. There are four kinds of flux: 1) Cellulose flux, 2) Rutile flux, 3) Acidic flux, and 4) Alkaline flux. In cellulose flux, the primary substance is cellulose. The surface of this flux is uneven, and moisture can cause porosity and weld cracking. There are calcium carbonate and calcium fluoride in the rutile flux. Another name for these electrodes is low hydrogen electrodes, useful for low-carbon and low-alloy steel. The core of these electrodes is some wires which act as fillers in the welding. Like fluxes that vary among other electrodes with other standards, the wires are also diverse. A welder should be cautious about choosing the proper welding cover electrode.
Bare Electrode Wire or Rod
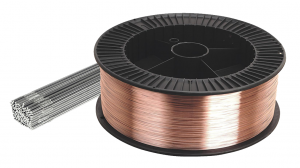
Bare Electrode is used for Gas Shield Arc Welding. They are used to fill the gap in base metal. This welding method uses the arc from the bare electrode to the base metal to produce consistent heat. For welding of these electrodes, a direct current should be sustained. So, a welder can weld in any position and consequences. Skilled welders use automatic and semi-automatic procedures for faster and better welding. These bare electrodes have some disadvantages: They are expensive, and their cooling period is too short. Quality in this kind of filler is influential because the welding inverter would be blocked and damaged if the quality were not good enough. Thus, high-quality fillers can protect the inverter and improve the welding quality with high consistency. Features of a suitable filler are high shear strength, stable dimension, low welding spatter, high feeding ability, perfect moisturizing, and clean finishing. There are two kinds and forms of the bare electrodes; wire and rod. Wires are better than rods, but it depends on base metals, usage, etc. The advantages of wire are high penetration, high welding speed, and low welding defects. The benefits of rods are high welding strength, caulking, no thickness limitation, and inseparability.
Tubular Electrode Wire
There are two types of tubular electrode wires; gas shielding and self-shielding. As you can get from their names, gas shielding needs outer gas protection, but self-shielding does not. Welding slag in gas shielding electrodes cools down faster than welding pool so that some crust will form. This crust can protect the melting pool in overhead and vertical welding positions. These gas shielding fillers weld better when they are welding thick metal bases. Slags in these fillers will remove easier than in the other one. These tubular electrode wires have pros and cons, just like others. Their pros are:
- Fast welding and lower price
- They can have a good function outdoors and in windy weather
- By choosing proper tubular electrode wires, welders can cover all welding directions and positions
- Generally, tubular electrode wires are welded clean and strong.
Some cons can appear regardless of the welding process and the filler; for example, melting among base metals may fail and cause some problems: Fillers may contact the melt pool when reaching base metals. If gases from the welding area do not quit before the melt pool gets cool and tough, the welding will be porous with many cavities.
Welding Fluxes
Fluxes are some solid, liquid, or pasty compounds used in soldering, welding, and some industries such as ceramic and tiles. These fluxes were founded about three centuries ago, but they became more common after the Industrial Revolution. Fluxes can decrease the melting point of metals, degrease, remove rusts and oxidations, and clean the surface of base metals. They also stop oxidation and prevent deforming of the metal base during welding. The welding fluxes are solid and powder used in Submerged Arc Welding. There are many welding fluxes, such as bonded flux, agglomerated flux, and perfused flux. Bonded fluxes contain deoxidizers that can prevent metal oxidation and porosity. Agglomerated fluxes have some ceramic materials which can provide the pastry’s ability to the weld pool. Perfused fluxes are used to stable arcs in high amperage and fix the ability of welding metals. The most significant disadvantage of these welding fluxes is polluting the welding environment. That is because of partial melting, keeping slags, and melting of the combined materials to provide a valuable and suitable flux. Nowadays, manufacturers try to standardize these materials to decrease this pollution. We should take care of our home nature.









Your comment submitted.